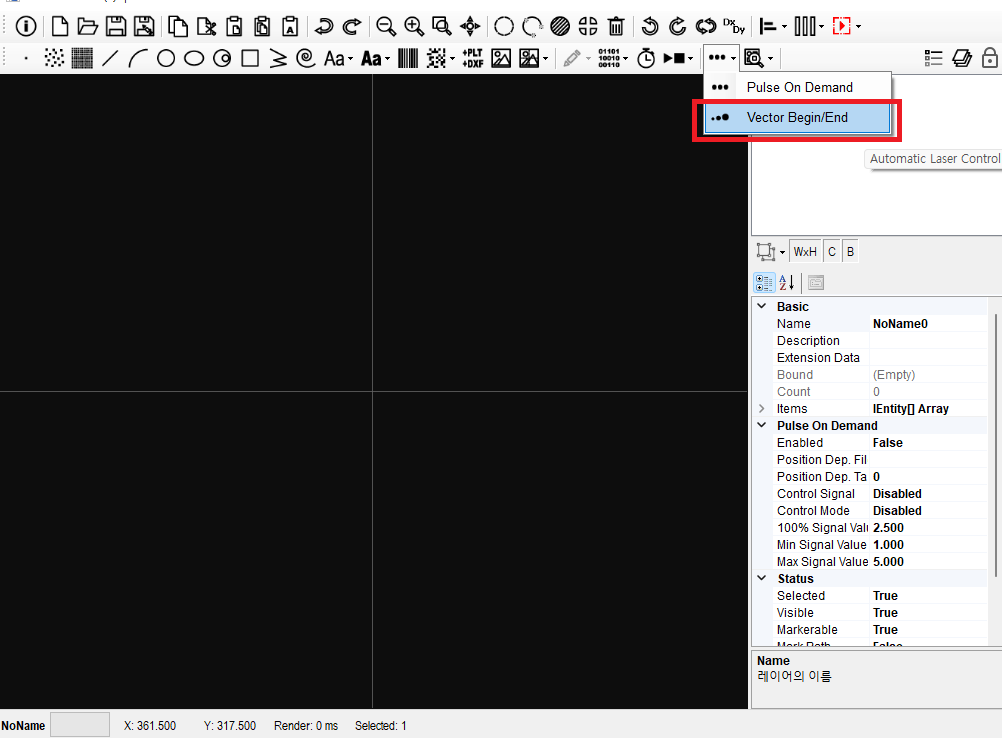
특정 가공 구간에서 자동 레이저 출력 제어 (Automatic Laser Control 혹은 Pulse On Demand)를 이용해 출력을 실시간으로 변경하여, 가감속 구간에서의 고품질의 결과를 낸다던지, 혹은 경로에 따라 출력을 점점 상승시키면서 용접(Welding)을 수행한다던지 하는 고급 제어가 가능합니다. 이때 출력 신호를 실시간 계측(Measurement) 하여 분석에 활용하는 방법을 설명하겠습니다.
1. 경로에 의한 자동 레이저 제어 (Vector Defined 방식)
가공 경로에 해당하는 선분을 하나 생성해 줍니다. 이때 선분의 속성을 보면 Ramp 값이 있는데 출력 비율(Output Scale) 을 변경하는 값입니다. 기본값은 1.0 으로 비율을 변경하지 않을 경우에 해당합니다.
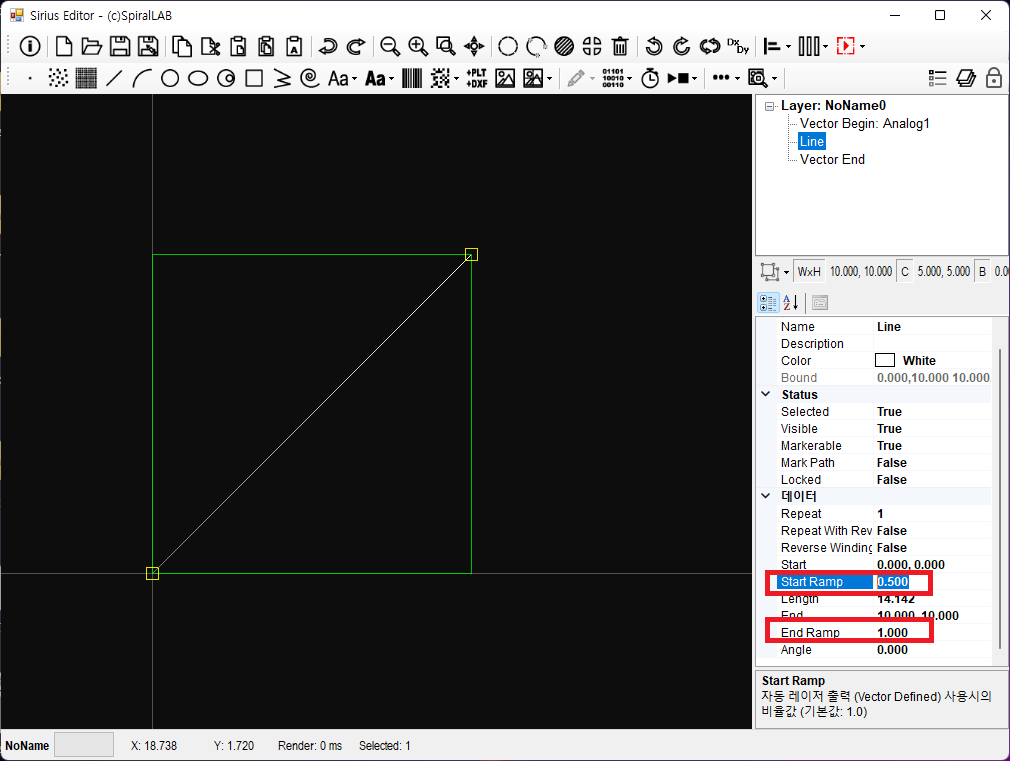
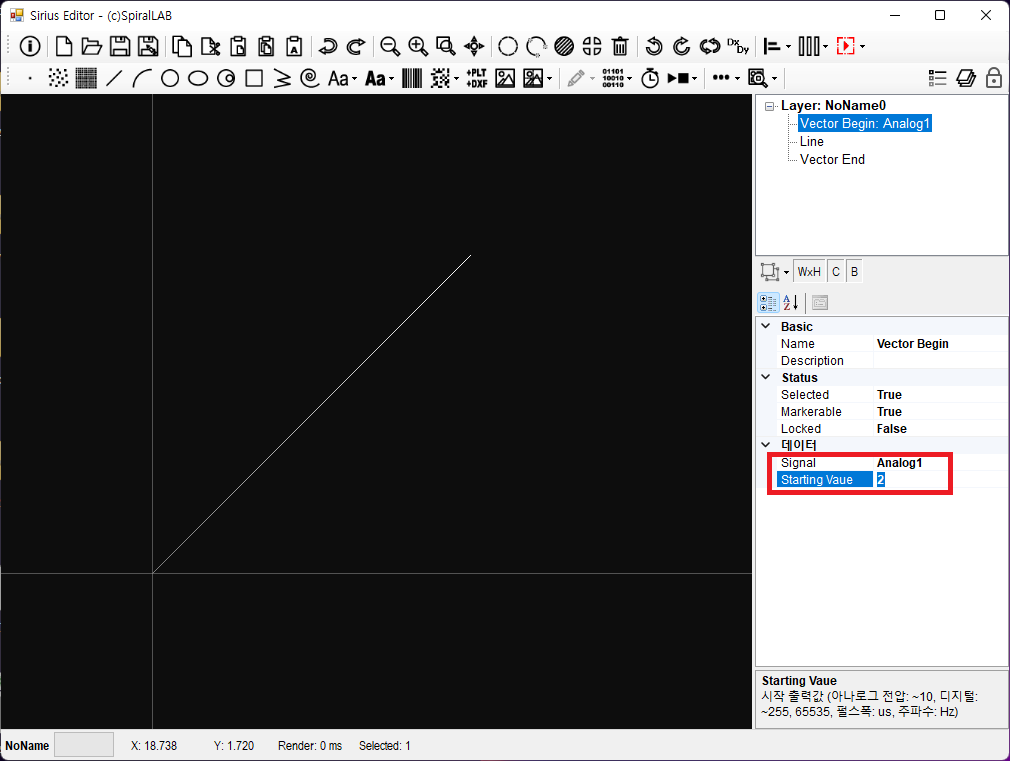
여기에서는 시작 비율값(Start Ramp)을 0.5, 종료 비율값(End Ramp)을 1.0 으로 설정하였습니다. 그러면 해당 선분을 가공시에 아나로그1 포트로 출력되는 값은 시작에서 2V * 0.5 = 1V, 종료 지점에서 2V * 1 = 2V 로 점점 선형 증가하면서 레이저 가공이 되도록 하는 방식입니다.
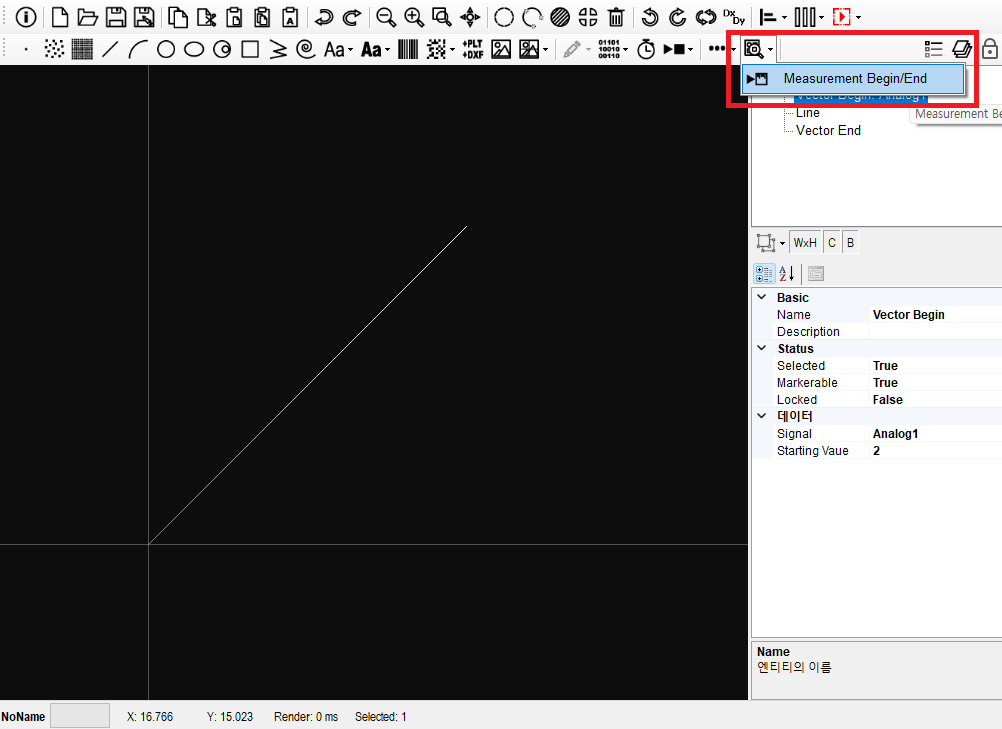
이런 선형 출력을 실시간 계측하여 분석하기 위해 Measurement Begin/End 개체를 생성합니다.
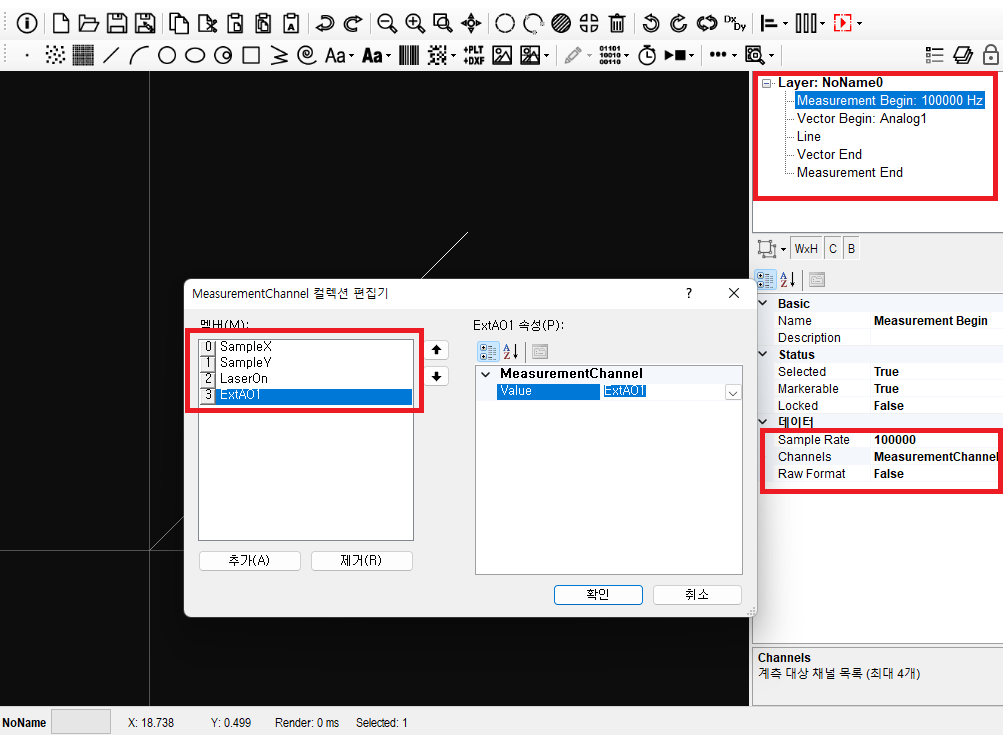
계측 시작과 끝의 위치를 조절하고 그 사이에 벡터 시작끝 명령을 넣고 또 그 사이에 선분 개체가 있습니다. 순서를 잘 맞추어 주시기 바랍니다. 이제 실제 가공을 통해 4개의 출력 채널을 계측해 보겠습니다.
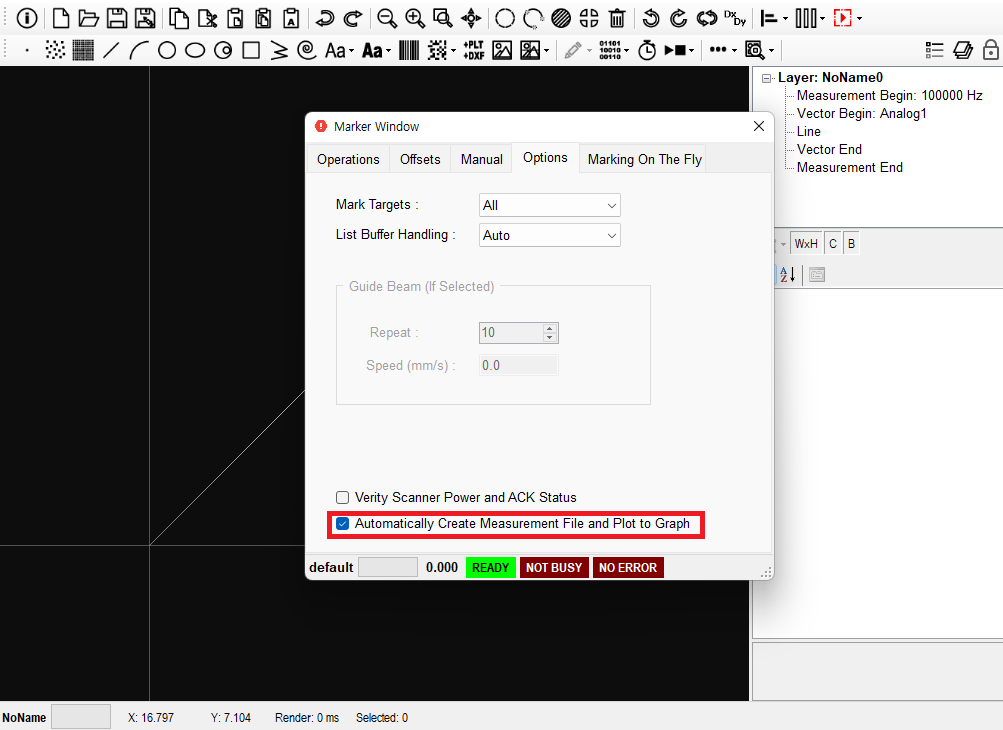
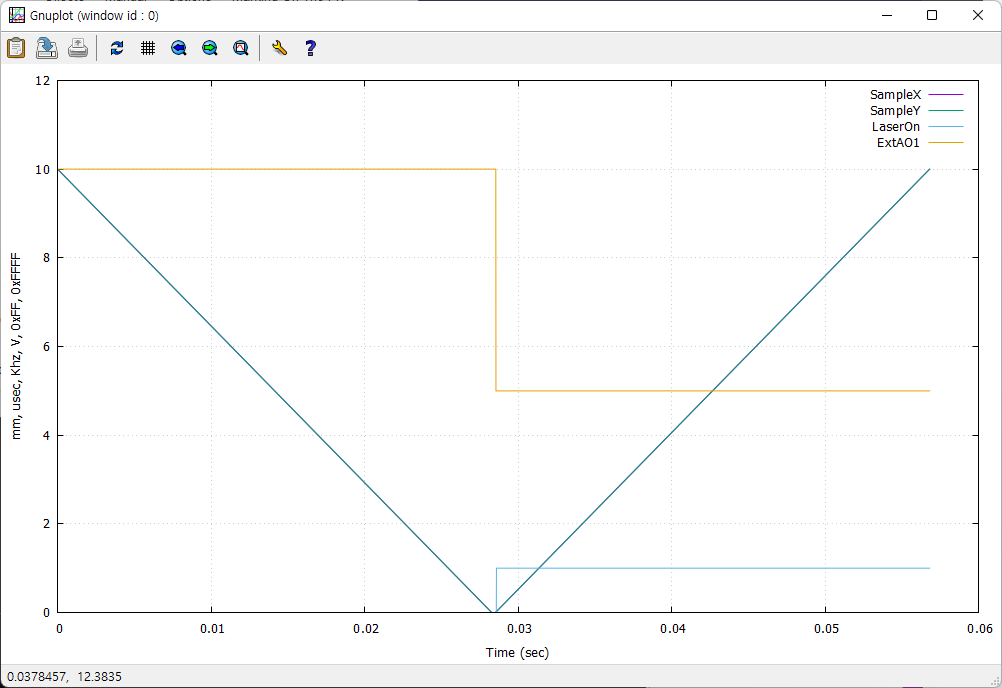
마커(Marker) 창을 띄우고 자동 그래프 출력 옵션을 활성화 합니다. 이후 실제 가공을 시작하여 완료되면 아래와 같이 자동으로 계측된 그래프가 출력 됩니다. (bin\plot\ 디렉토리에 자동으로 계측 파일이 생성됨)
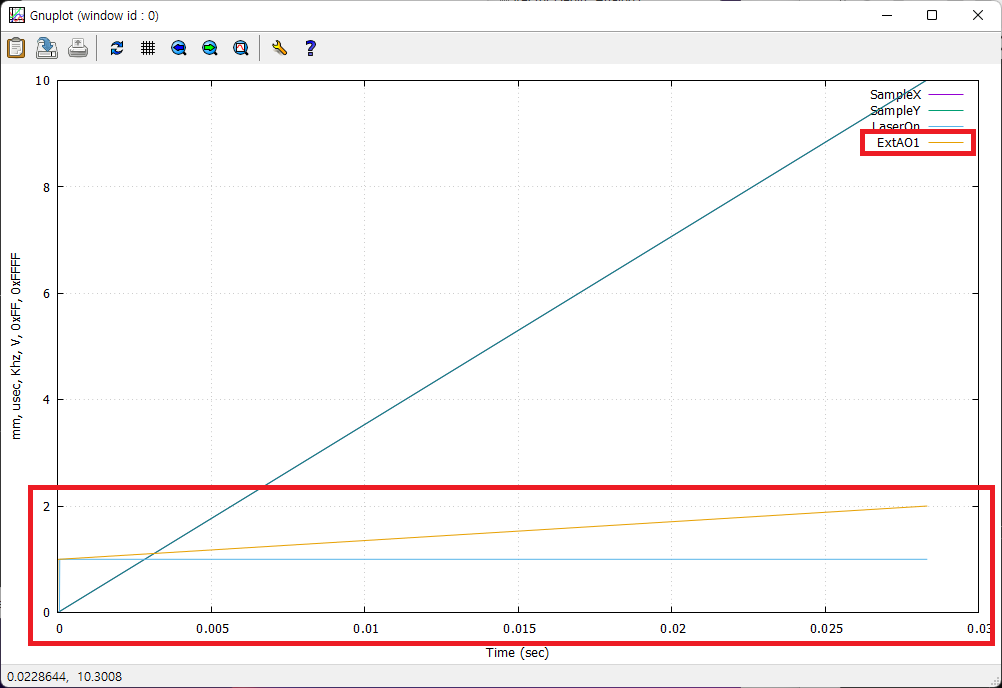
예상했던 결과대로 아나로그 출력이 1-> 2V 로 점진적으로 증가한것을 확인할 수 있습니다.
2. 속도에 의한 자동 레이저 제어 (Velocity 방식)
앞선 방식과 다르게 속도 변화에 따른 출력 가변이 필요한 경우에는 아래와 같이 해당 레이어(Layer) 에서 PoD 옵션을 Enable 시켜 주시기 바랍니다.
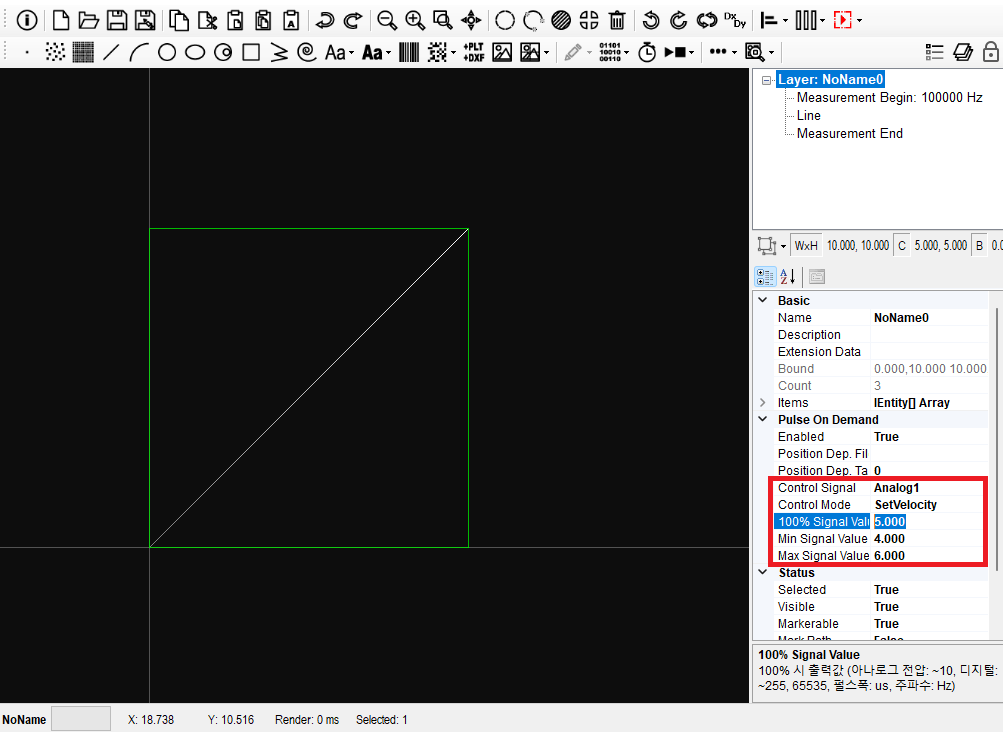
위 예에서는 제어 모드를 지령 속도 (Set Velocity) 로 하였고, 가변될 출력은 아나로그 1 포트로 하였습니다. 마찬가지로 등속구간에서 출력될 아나로그 값은 5V, 최소/최대 제한값은 각각 4, 5V 로 하였습니다. 속도가 변하는 구간에서는 자동으로 아나로그 출력이 따라서 변경되는 방식입니다.
위 결과를 보면 레이저 가공시작 부분에서 곧바로 100% 에 해당하는 5V 아나로그 출력이 유지되고 있음을 알수있습니다. 시간에 따른 스캐너의 지령 위치을 보면 기울기가 상수로 부드러운 지령 방식이 아니기 때문에 속도의 변화가 S 커브와 같이 발생하지 않습니다. (만약 실시간 스캐너 속도를 얻어올수있는 intelliDRIVE 장착 제품의 경우에는 Actual Velocity 를 설정하여 제대로된 가변 효과가 예상됨)
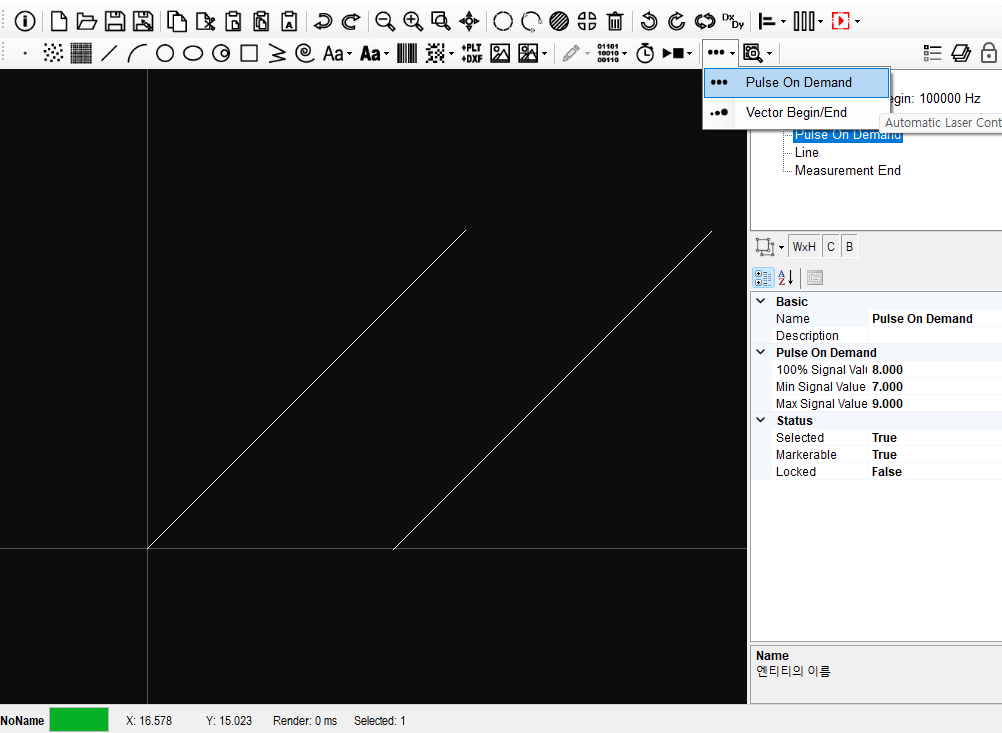
위와 같이 두번째 선분을 추가하고 이때의 아나로그 출력을 (100%, Min,Max 제한값) 변경하고자 한다면 PoD 개체를 추가해 주어야 합니다.
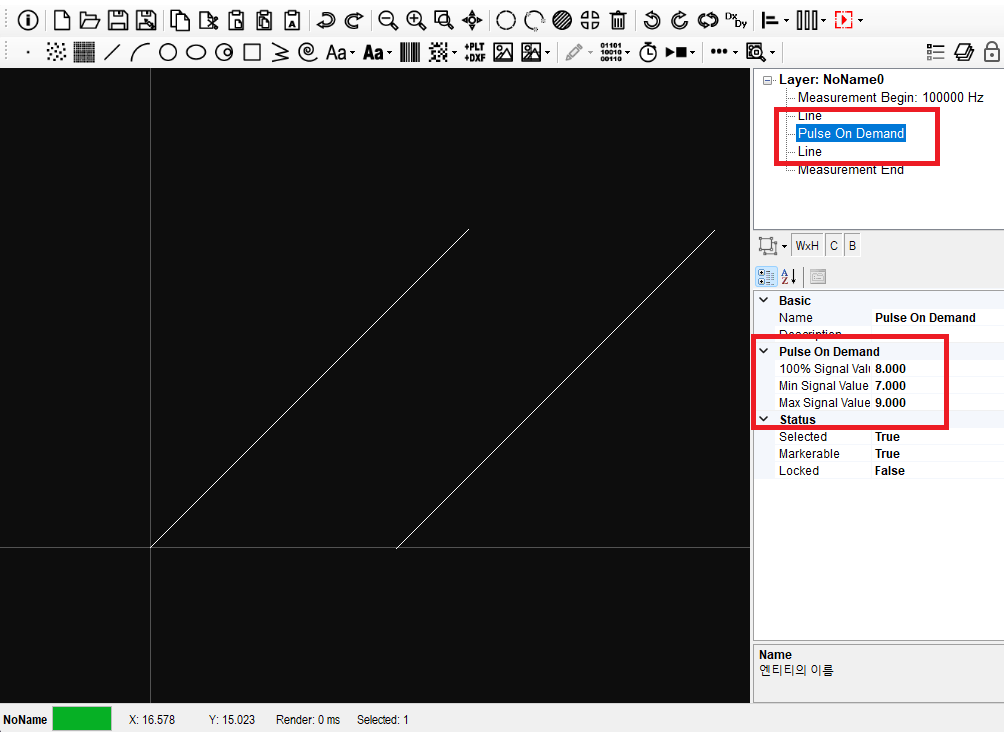
위와 같이 100% 출력값을 8V 로 하는등 구간별로 출력을 상이하게 설정하였습니다. 자 이제 이를 계측해 보면 …
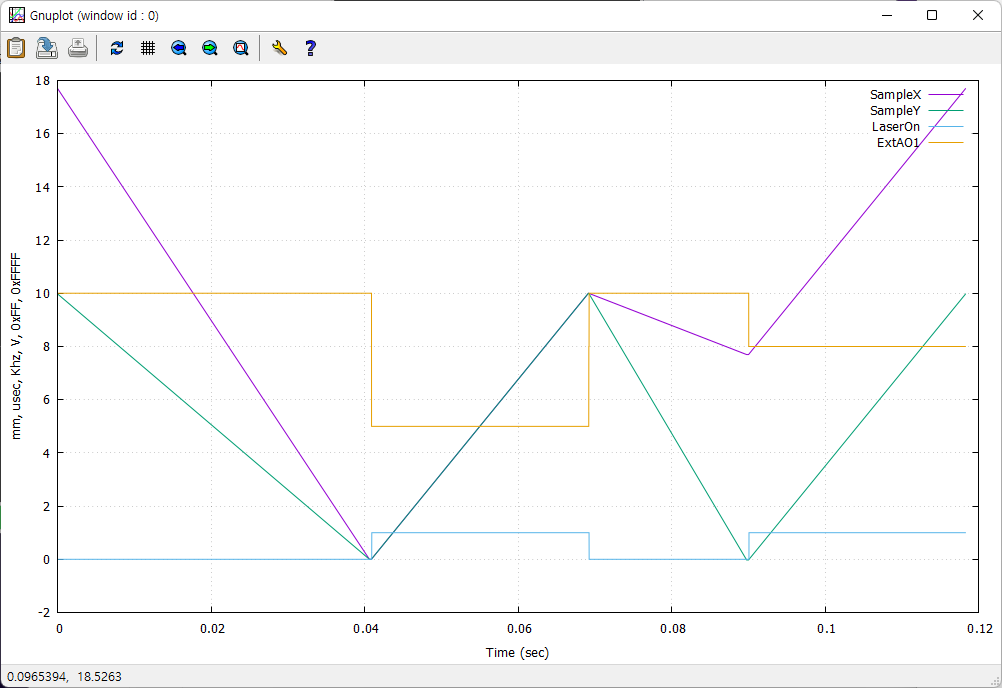
설정된 100% 출력값에 맞게 첫번째 구간에서는 5V , 두번재 구간에서는 8V 가 각각 출력되었습니다. 특이한 사항은 가공을 하지 않는 구간 (Gate 가 0 인 구간) 에서 출력이 최대(10V) 가 되는 현상이 있습니다. 이는 불합리한 것으로 보이므로, 제조사(스캔랩)에 문의토록 하겠습니다.
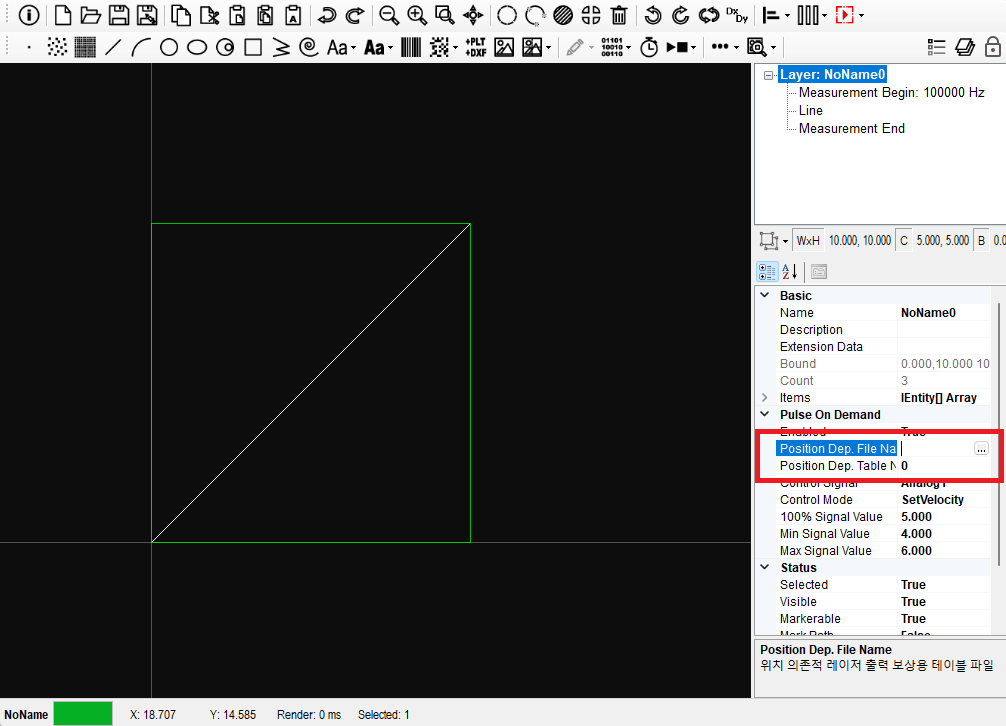
3. 반지름 위치에 의한 자동 레이저 제어 (Position 방식)
스캐너 중심에서 멀어질수록 (일종의 반지름 위치) 출력을 가변하는 테이블을 사용하고자 할 경우에는 아래와 같이 해당 레이어(Layer) 에서 Position Dep. FileName 을 지정해 주시기 바랍니다. (해당 파일 포맷은 스캔랩 개발자 문서를 참고)
기타 v1.9.2 변경점
- PoD 기능에 대한 사용법 정리
- 편집기에 Lock/Unlock 기능 추가
- SCANLAB 사의 SyncAxis 기능 개선 (syncAxis 버전 v1.6 대응용)
- 작업(JOB) 이벤트, 특성 분석 기능 추가
- 시뮬레이션 온/오프 추가
- 관련 데모 프로젝트 추가