v1.5 버전까지 변화된 주요 사항
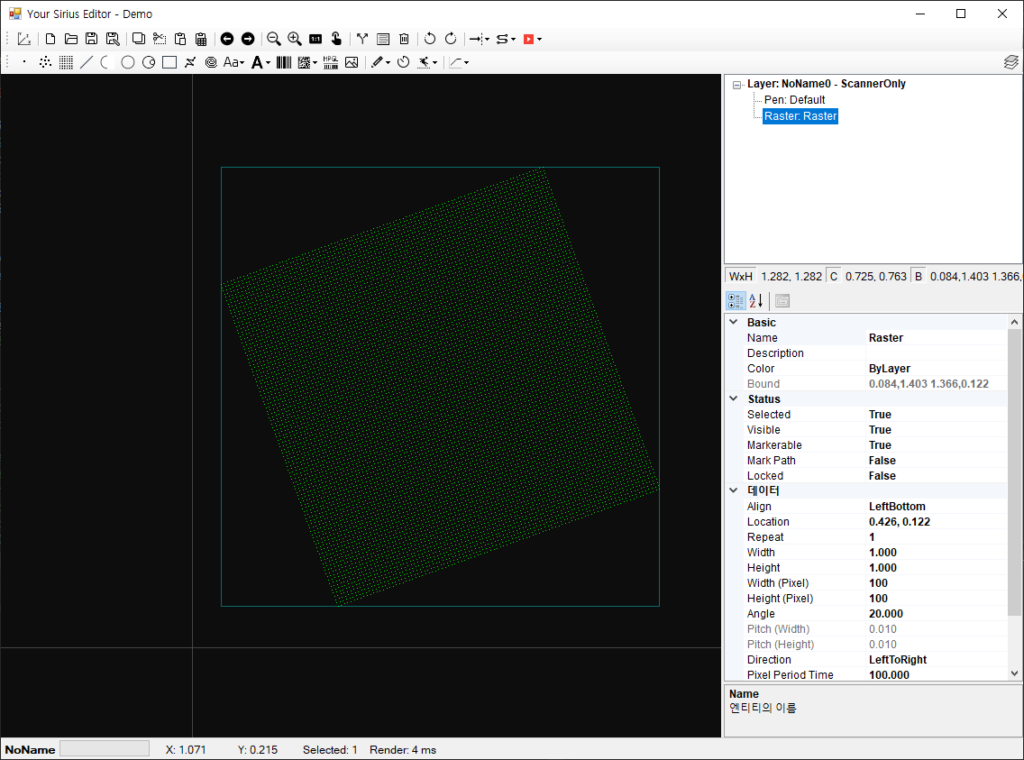
Raster 개체가 추가되었습니다. 가로 세로 크기(mm) 및 픽셀 개수를 입력하여 생성이 가능합니다. 사각형의 영역에 Raster Operation 을 이용해 특정 주기(Pixel Period) 와 출사 시간(Pixel Time) 을 설정하면 원하는 픽셀 간격과 출사시간을 변경해 가공이 됩니다. 반도체 소자의 불량 분석을 위해 매우 작은 두께를 Decapsulation 하는 방식에 응용 한다던지, 특정 면적에 고르게 레이저를 때리는 등의 방식에도 활용됩니다. 기본적으로 가공 속도 향상을 위해 매 열마다 지그재그 순서(점프 최소화)로 가공됩니다 (비트맵 픽셀 가공, 바코드 Dot 가공과 매우 유사)
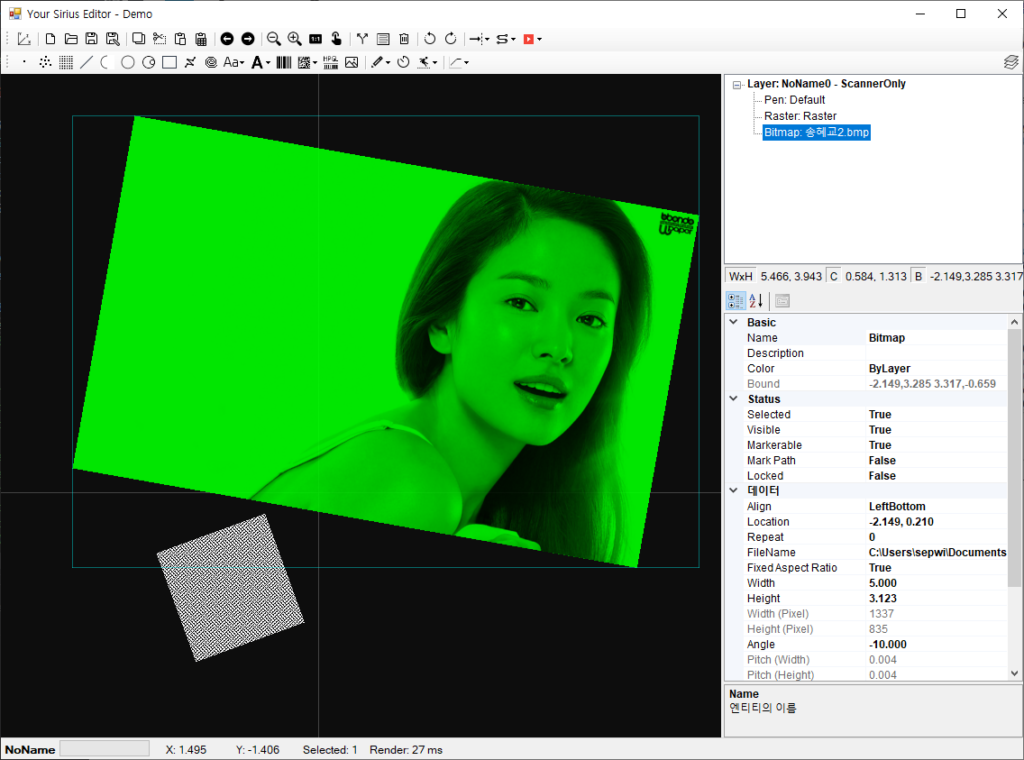
비트맵(Bitmap) 이미지 개체를 지원합니다. 이 역시 Raster 가공과 유사하나 내부적으로는 매 픽셀(Pixel)의 강도를 Gray 레벨(0~255)로 연산하여 높은값(255)의 경우 Pixel Time 의 x 1.0 배로 가공되며, 중간값(127)의 경우 Pixel Time 의 x0.5 로 처리되어 부드러운 픽셀 이미지 기반 가공이 가능합니다. 또한 지정된 아나로그 채널로도 0~10V 사이의 출력이 동시에 발생됩니다.
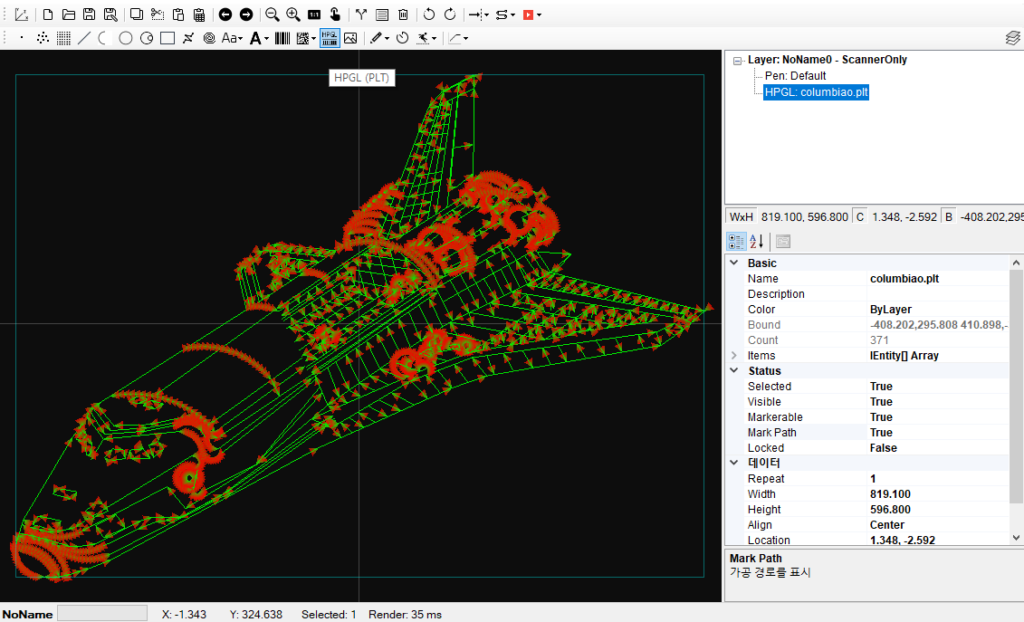
휴렛 패커드(HP)사의 플로터를 지원하기 위해 나왔던 오래된 HPGL 포맷(PLT 파일) 형식의 Import 를 지원합니다. 통상 업체의 로고를 오토캐드(Autocad) 등의 툴에서 특정 PLOTTER 모델을 지정해 파일로 Export 시켜 만들게 되고, 이 파일을 가져오기 하면 됩니다.
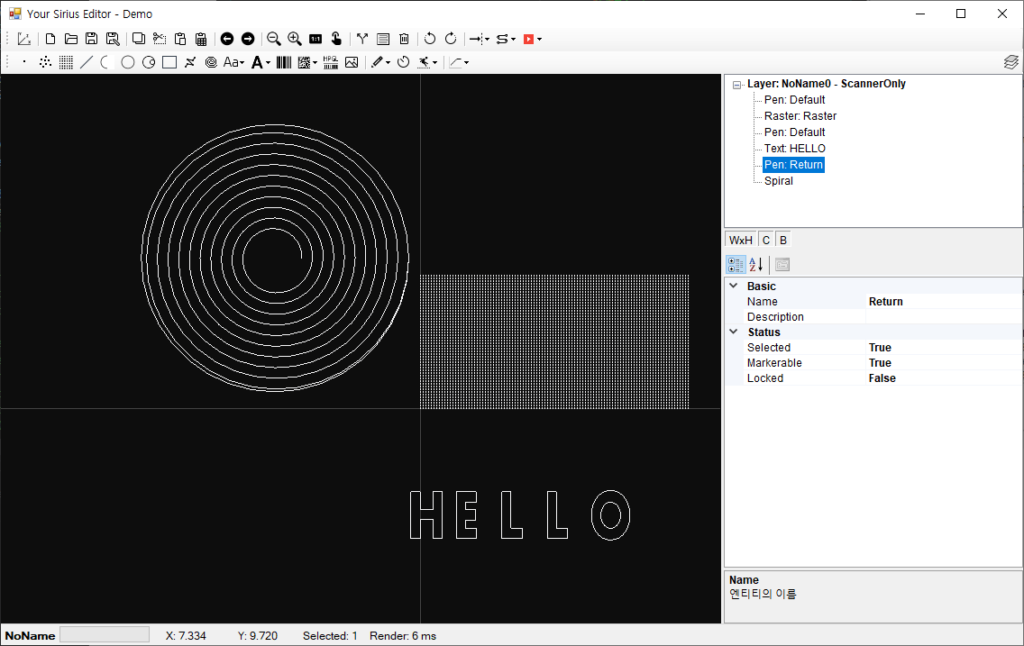
펜 복귀(Pen Return) 개체가 추가되었습니다. 이는 여러 개의 펜 객체를 사용해 다양한 레이저 가공 조건을 사용할 경우 이전의 레이저 가공 조건으로 복귀하는 용으로 사용 할 때 매우 유용합니다. 예를 들어 위 처럼 두개의 펜 객체(펜1, 펜2 라 명명하겠습니다) 를 사용해 각자 다른 조건으로 가공을 시도하면, 펜 1번이 적용되고 Raster 형상이 가공되고 펜2가 적용된후 텍스트(HELLO)가 마킹됩니다. 이후 펜 복귀(Pen Return)을 만나면 이전 펜인 펜1의 가공 조건으로 복귀하게 된 후 나선(Spiral) 개체가 가공됩니다.
즉 펜 개체을 추가한 후 조건을 바뀌 가공하고 이전 가공 조건으로 복귀하는데 유용한 방식입니다.
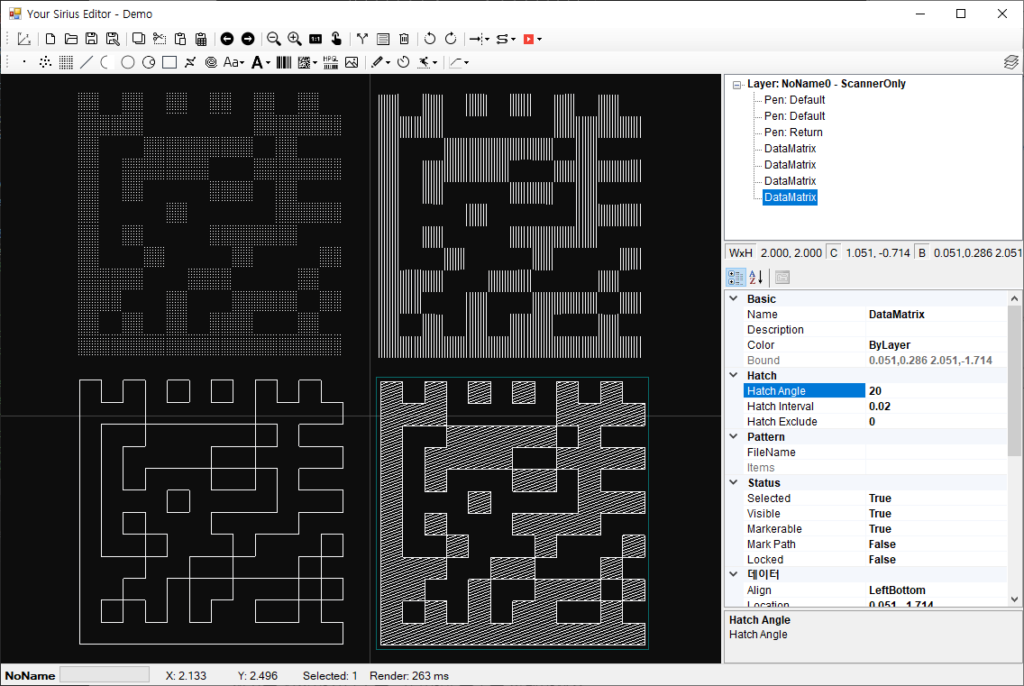
바코드 개체의 다양한 셀 형식(Cell Type) 을 지원합니다. 위와 같이 레스터 방식을 이용한 도트 가공 (Dot), 도트를 연결한 선분 가공 (Line), 외곽선을 연결한 가공(Outline), 해치 및 외곽선 가공(Hatch + Outline) 가공입니다. 또한 마지막으로는 외부 패턴 가공(Pattern) 방식이 있는데, 이는 사전에 외부에 셀에 대한 특정 형상을 미리 만들어 놓고, Pattern 타입으로 변경 후 이 외부 패턴 파일 (sirius)을 지정하게 되면 사용자가 원하는 형상의 가공이 되는 방식입니다. 이는 2D, 1D 바코드 공통 사항입니다.
** 아래 자동 레이저 제어 기능은 테스트 진행중 인 사항입니다 **
자동 레이저 제어(Automatic Laser Control) 기능이 추가되었습니다. 이를 위해 IRtcAutoLaserControl 인터페이스가 추가되었습니다. 레이저 출력을 가변 할 수 있는 신호는
- 확장 아나로그 1,2 포트 출력 : 0~10V 아나로그 신호
- 확장 8/16비트 디지털 출력 : 0~255 또는 0~65535 디지털 신호
- 레이저 1,2 번 출력핀을 통한 펄스폭
- 레이저 1,2 번 출력핀을 통한 주파수
사용가능한 출력 모드는
- 스캐너 지령 속도 기반 (Set Velocity)
- 스캐너 실제 속도 기반 (Actual Velocity) : IntelliSCAN 제품군은 실시간 피드백(Feedback) 지원
- 외부 입력 엔코더 속도 기반 (Encoder Velocity) : Processing On The Fly 용 외부 엔코더 입력
- 위의 2+3 을 조합한 속도 기반 (Actual + Encoder Velocity)
1. 위치 의존적 (Position Dependent) 레이저 제어
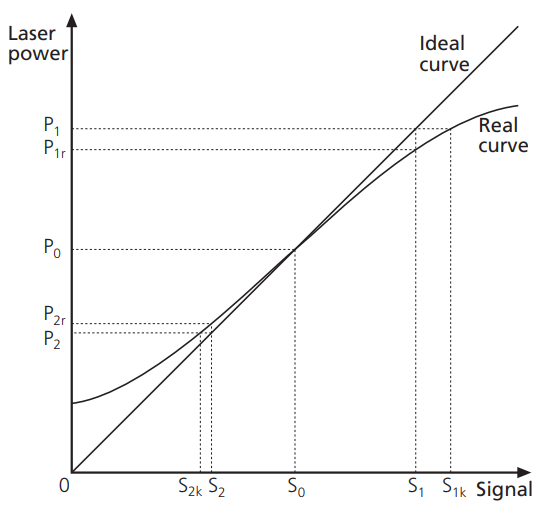
스캐너의 중심에서 멀어질수록 레이저 출력을 사용자가 지정한 X,Y 그래프를 참고하여 출력을 가변하는 기능입니다. 스케일 파일을 생성 (SCANLAB RTC 메뉴얼에 파일 포맷 참고) 후 파일이름과 사용할 테이블 번호를 지정해야 합니다.
IRtcAutoLaserControl 인터페이스를 사용해 아래와 같이 호출해 주어 위치 의존적 자동 제어가 실행됩니다.
var alc = rtc as IRtcAutoLaserControl;
alc.AutoLaserControlByPositionFileName = "position_dep_scale.txt"; //파일이름
alc.AutoLaserControlByPositionTableNo = 0; //테이블 번호
//레이저 파워를 아나로그 1번 포트로 제어할 경우
alc.CtlAutoLaserControl<float>(AutoLaserControlSignal.Analog1, AutoLaserControlMode.SetVelocity, 10F, 0, 10);만약 위치 의존적 제어 기능을 비 활성화 하고자 하면, 파일이름 속성(AutoLaserControlByPositionFileName) 에 string.Empty , null 또는 “” 와 같이 지정해 주면 됩니다.
2. 속도 의존적 (Speed Dependent) 레이저 제어
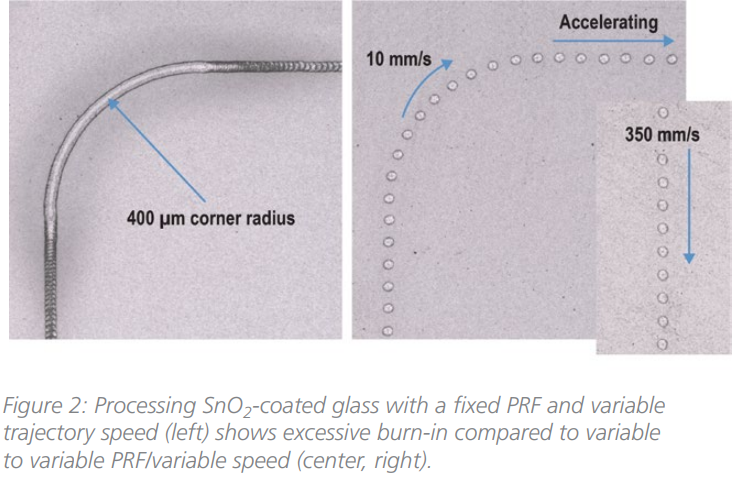
속도 기반의 레이저 출력 자동 제어는 위와 같이 가감속이 발생하는 영역에서 레이저 펄스의 겹침을 예방할 수 있고, 가공물의 품질을 유지하는데 결정적인 역할을 합니다. 또한 HAZ(Heat Affect Zone) 에서의 펄스 중첩 문제도 해결이 됩니다. 이를 사용하기 위해서는 레이저 소스 장치가 해당 신호(아나로그, 디지털, 주파수, 펄스 폭등)에 실시간 변경이 가능하도록 POD(Pulse On Demand) 기능을 제공해야 합니다.
3. 벡터 정의 (Vector Defined) 기반 레이저 제어
예를 들어 특정 직선(Line)의 시작 부분에서 10W 로 가공을 시작하면서 점차 파워를 증가시켜 끝 부분에서 20W로 선형으로 레이저 출력을 가변하면서 용접(Welding) 을 하고자 할 경우 매우 유용한 기능입니다. 이를 위해 IRtcAutoLaserControl 인터페이스에는 이를 대응하는 ListAlcByVectorBegin / End 함수를 제공합니다.
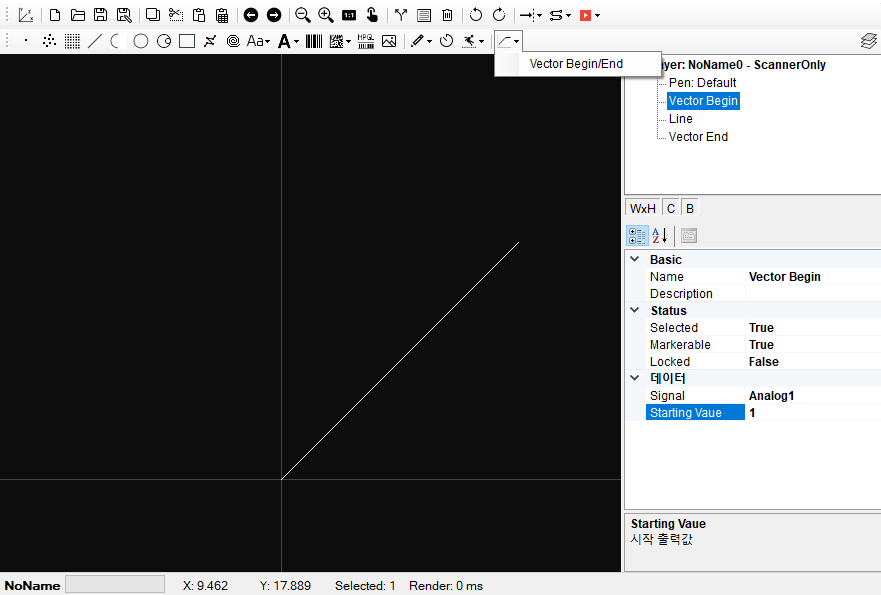
SiriusEditorForm 에서 쉽게 사용이 가능한데, 위와 같이 Vector Begin/End 개체를 생성하고 그 중간에 선(Line) 개체를 삽입합니다. 이후 Vector Begin 항목에서 출력 신호는 아나로그 1번 핀, 시작값(Starting Value) 을 1V 로 지정하였고, 이후 선분 개체에서 Start/End Ramp Factor 를 각각 1, 2 로 설정하였습니다.
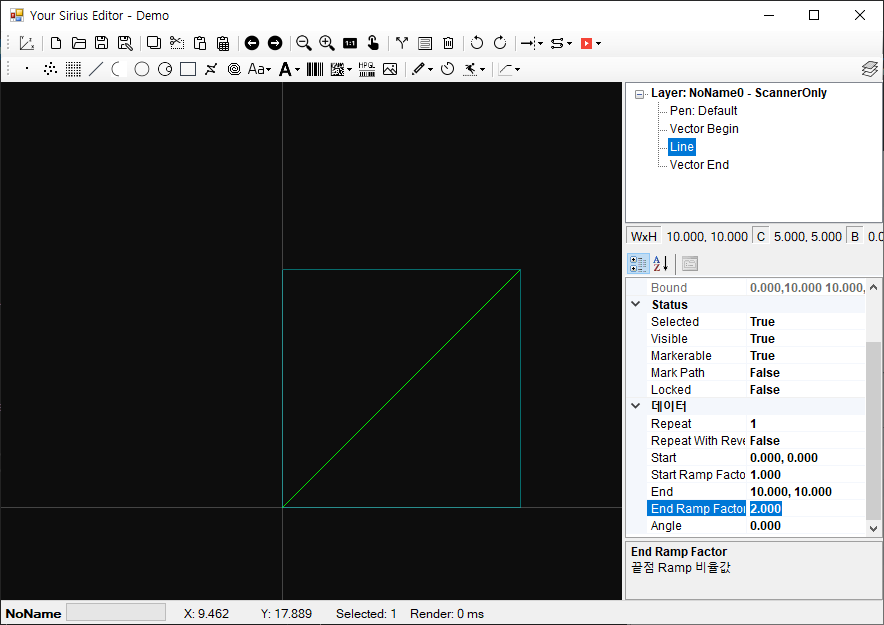
예를 들어 레이저 소스 장치가 아나로그 신호로 파워가 가변 되고, 1V 의 출력으로 10W 가 발생된다는 가정을 해보면, 선분의 끝에서는 Ramp Factor 가 x2 이므로, 2V 가 출력되고, 레이저 소스장치는 사용자가 원하는 두배의 출력인 20W 로 될 것입니다. 물론 선분을 따라 가면서 선형적으로 파워가 상승하게 됩니다.
핑백: 다양한 가공 최적화 기법 – v.1.131 – SPIRALLAB